
A new era of digital production of splints and other clear materials has arrived. Another case study written by Matthias Zimmerer, Application Engineer, CDT and certified exocad trainer.
3D printing is perhaps the most important manufacturing process used for splints and splints today. 3D printed splint materials are strong, some are hard and rigid and others softer with a memory for patient compliance and comfort. Output varies from printer to printer, but all 3D printed splints must undergo a polishing process to give them a glossy finish. So no matter how smooth the parts are after printing, there is always a need for manual polishing of the surface (or should I say “wash”).
Looking back at how I used to make splints, I wonder what I would have done with all the time I could have saved polishing.
Polishing is a time consuming process and if, like me, you put your time and care into achieving a high gloss finish then we share the same view that this will always be the first evaluation checkpoint whether the product is manufactured to a high quality or not.
The second evaluation checkpoint is patient fitness. Polishing removes material, thus changing the surface of the splint away from the patient’s geometry. To fabricate a CAD splint and then manually adjust the surface to achieve that desired glossy finish, I always felt that the splint was no longer a true representation of my carefully thought-out CAD design, but now with a unique own creation.
My splint production took a huge leap forward when Asiga contacted me to tell me about their new UltraGLOSS™ trays.
UltraGLOSS™ material trays – buildig trays
At first I thought Asiga was exaggerating, but they never oversold any aspect of their products, so maybe what they told me was actually true. They told me that all I had to do was replace the resin tray with a new material tray. Because of this I will immediately experience a glossy finish on my splints.
I have been in 3D printing and digital design for many years and as an Exocad trainer I see a lot of technology and user hacks to improve the output. I was skeptical at first, but I really wanted to try it anyway, so Asiga sent me a pair of UltraGLOSS™ trays.
After the UltraGLOSS™ trays arrived I did some printing with the new Detax Freeprint Splintmaster TAFF material (also available in flex).
The first prints came out glossy immediately from the resin, but this is nothing new, although they looked different. The real shock came after washing the splints in IPA. It was a surreal experience, the splints had retained the glossy surface and even more so after curing in my NK Optik Otoflash G171. really incredible!


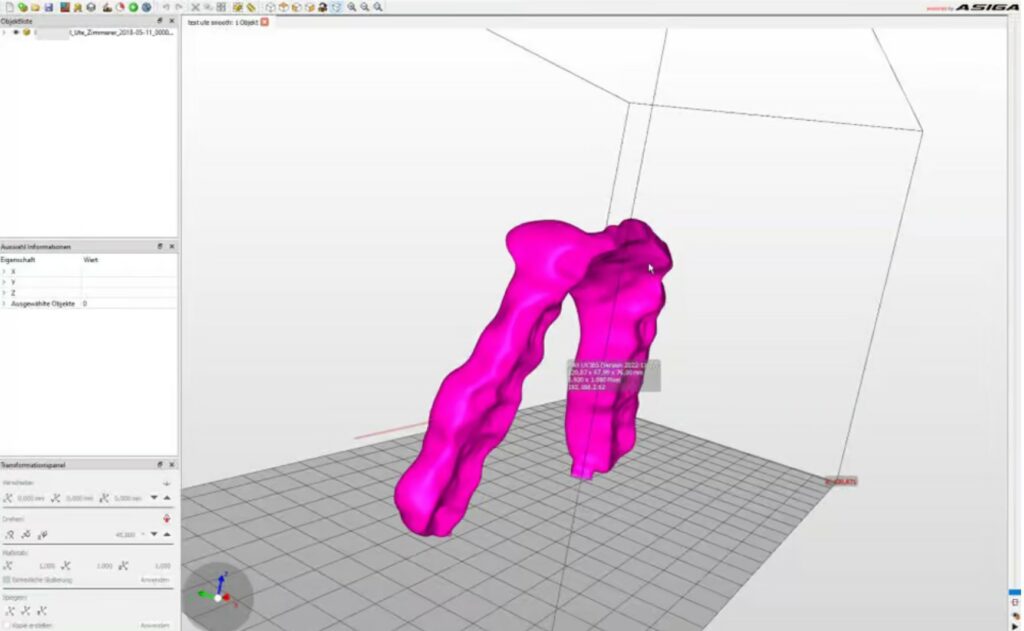
The results were so impressive that I had to look into further optimization to reduce splint support points during printing.
After a few trials, I now print splints at a 10 degree angle from vertical at two small connection points to anchor the splint to the build platform. The anchor points can be added in exocad (or your own favorite design program) or, alternatively, in Composer using the sprue function in the ‘Add Support’ dialog. By printing at this angle, support points are no longer needed in most cases.
Digital dentistry has been in my blood for many years and I have not experienced such a technological development since I started with 3D printing. In fact, I would call this the most disruptive development in dentistry in the past decade.
All I did was replace the tray with Asiga’s UltraGLOSS™ tray and I started getting glossy splints straight from the printer. If I want to print models with a matt surface, I just change the tray back to their standard material tray from Asiga.
Eliminate manual polishing, increase productivity and, most importantly, maintain and customize geometry for patient comfort with Asiga’s new UltraGLOSS™ trays.
3D printer: Asiga Max
3D printing material: Detax Splintmaster TAFF
Washing: IPA 98%+
Curing: Otoflash G171
